Qualitäts- & Prozessoptimierung: Feuchtemessung in der Gipsfaserplatten Produktion
18.02.2020 | von Mirande Wolvekamp
Qualitätsverbesserung von Gipsfaserplatten bei der Firma Fermacell-James Hardie mit Hilfe einer Online-Feuchtemessung von ACO
Fermacell-Gipsfaserplatten – wer kennt sie nicht? In den siebziger Jahren legte die Fermacell GmbH mit der Entwicklung eines Materials, das heute in der Bauindustrie unverzichtbar ist, den entscheidenden Grundstein für ihren Erfolg.
Herstellungsverfahren für Gipsfaser-Platten
Fermacell-Gipsfaserplatten bestehen hauptsächlich aus Gips, einem Nebenprodukt der Rauchgasentschwefelung in kohlebefeuerten Kraftwerken, und Papierfasern aus recyceltem Altpapier. Diese beiden Rohstoffe werden vermischt und nach Zugabe von Wasser – ohne Bindemittel – unter hohem Druck zu stabilen Platten verpresst.
Bevor die Platten jedoch im letzten Produktionsschritt mit einem wasserabweisenden Mittel imprägniert werden können, muss ein Restfeuchtegehalt zwischen 1,2 % und 2 % erreicht werden. Liegt der Feuchtegehalt unter 1,2 %, besteht die Gefahr, dass die Platten Feuchtigkeit aus der Luft aufnehmen und sich in ihren Abmessungen ausdehnen. Bei über 2 % Wassergehalt trocknet das Material aus und schrumpft. Der Zielwert für einen optimalen Produktionsprozess liegt bei etwa 1,5 % Feuchte.
Um diesen Zielwert zu erreichen, werden die Gipsfaserplatten mittels eines Bodentrockners in Kombination mit einem Feuchtemesssystem optimal getrocknet.

Feuchtemessung - ein Muss in der Gipsindustrie?
Es ist erforderlich, die Restfeuchte nach dem Trocknungsprozess kontinuierlich zu überprüfen. Die Proben wurden zunächst manuell vom Laborpersonal entnommen, und die anschließende Auswertung im Labor ist weder kosteneffektiv noch zeiteffizient. Daher wurde nach einer geeigneten alternativen Lösung gesucht. Eine Inline-Feuchtemessung von ACO sollte es ermöglichen, gezielt in den Trocknungsprozess einzugreifen. Durch Temperatur- und Geschwindigkeitssteuerung des Gipstrockners in Kombination mit dem Feuchtesignal der Feuchtesensoren wird die Qualität sichergestellt und Produktionsausschuss vermieden. Gipsfaserplatten, die noch zu feucht sind, werden ausgesondert und im Werk wieder als Rohmaterial eingesetzt.
Weitere technische Fachartikel über die Feuchtemessung von Gips:
Wie funktioniert eine Feuchtemessung?
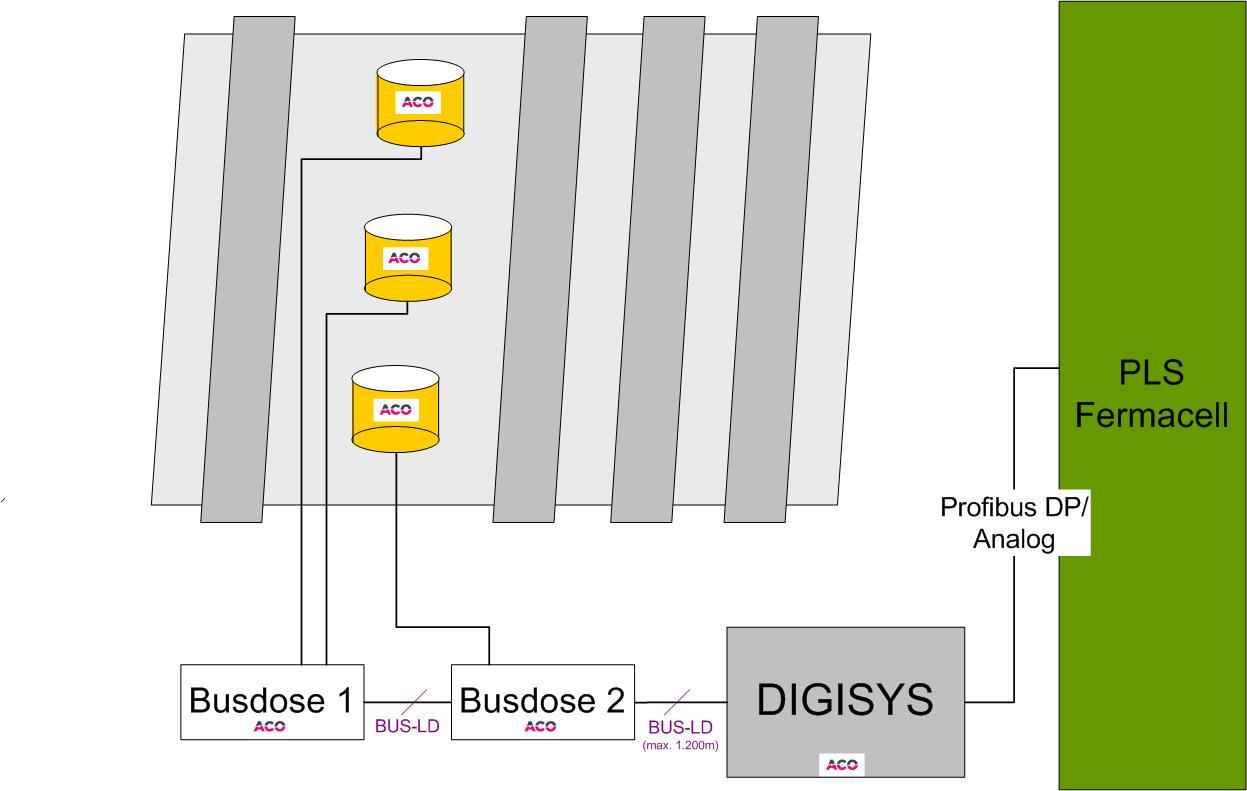
ACO-Feuchtesensoren arbeiten nach dem kapazitiven Messprinzip. Die Signalübertragung zwischen der Auswerteeinheit (DIGISYS) und dem übergeordneten Leitsystem erfolgt entweder über Profibus DP oder über analoge Standardsignale. Für jeden Feuchtesensor wird der gemessene Wert an die Prozesssteuerung (PLC) übertragen, um die Feuchteverteilung über die gesamte Breite der Gipsfaserplatte zu erfassen.

Die Kalibrierung des Feuchtemesssystems wurde während der Inbetriebnahme direkt im laufenden Produktionsprozess mit einer einfach zu bedienenden Kalibriersoftware durchgeführt. Die Kalibrierdaten werden in der Auswerteeinheit (DIGISYS) gespeichert. Muss ein Sensor ersetzt werden, ist keine erneute Kalibrierung erforderlich.
An eine Auswerteeinheit können bis zu 16 Feuchtesensoren angeschlossen werden. Jeder Feuchtesensor kann 16 verschiedene Materialkurven speichern und verwenden. Die Eindringtiefe des Feuchtesensors beträgt – abhängig von Material und Einbausituation – bis zu 150 mm. Die Elektronik des Feuchtesensors befindet sich in einem robusten, „goldfarbenen“ Edelstahlgehäuse, das mit dem mitgelieferten Spannring flexibel montiert werden kann.
Lesen Sie einen ausführlichen Artikel über: Wie funktioniert eine Feuchtemessung?
Prozessintegration der Feuchtemessung: So integrieren Sie eine Feuchtemessung in den Produktionsprozess von Gipsfaserplatten!
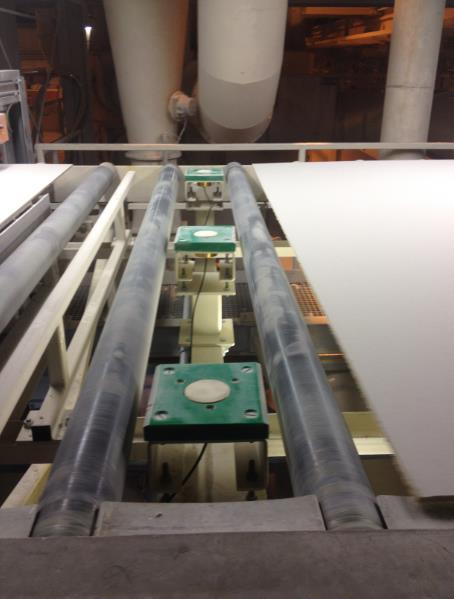
Einer der wichtigsten Aspekte bei der Realisierung einer Feuchtemessung ist die korrekte Einbauposition der Feuchtesensoren. In diesem speziellen Fall wurde eine Einbaumöglichkeit gesucht, die es erlaubt, die Feuchte in Gipsfaserplatten unterschiedlicher Stärke ohne großen Aufwand zu messen. Einerseits darf der Materialfluss des Systems nicht negativ beeinträchtigt werden, andererseits soll die bestmögliche Messgenauigkeit erreicht werden.
Aus diesen beiden Gründen wurde entschieden, die Gipsfaserplatten inline direkt im Transport-Rollenförderer zu messen. Dadurch kann der Sensor eine kontinuierliche Feuchtemessung über die gesamte Plattenlänge durchführen, ohne aktiv in den Produktionsprozess der Gipsfaserplatten einzugreifen.
Prozessüberwachung und Prozesssteuerung: Wie eine Feuchtemessung in einen Produktionsprozess für Gipsfaserplatten integriert werden muss.
Die ersten Testmessungen zeigten, dass der Bodentrockner nicht homogen trocknet. Ein einzelner Sensor ist nicht in der Lage, Unterschiede im Feuchtegehalt der 12 Gipsfaserplatten zu erkennen. Um die Verteilung der Restfeuchte über die gesamte Breite der Gipsfaserplatten mit einer Gesamtbreite von 2,5 m erfassen und auswerten zu können, ist es notwendig, mindestens drei Feuchtesensoren über die gesamte Plattenbreite verteilt zu installieren.
Zur Steuerung des Gipstrockners werden die gemessenen Feuchtewerte der 12 Gipsfaserplatten gemittelt. Mit diesem durchschnittlichen Feuchtewert der Platten kann der Trockner geregelt werden. Zuvor wurden die Platten mit einem tragbaren Feuchtemessgerät („Bindicator“) überwacht, dessen Messwerte jedoch nicht sehr genau waren. Durch dieses Handmessgerät ergab sich tendenziell ein hoher Anteil minderwertiger Gipsfaserplatten, die zudem häufig von Kunden zurückgesandt wurden. Nach der Ausstattung der Produktionslinie mit einer ACO-Feuchtemessung gingen die qualitätsbedingten Rückläufe aufgrund falscher Feuchtewerte schnell zurück, und die Produktion erreicht nun eine deutlich konstantere Qualität.